© ESAB AB 2008
- 13 -
bi21d1xa
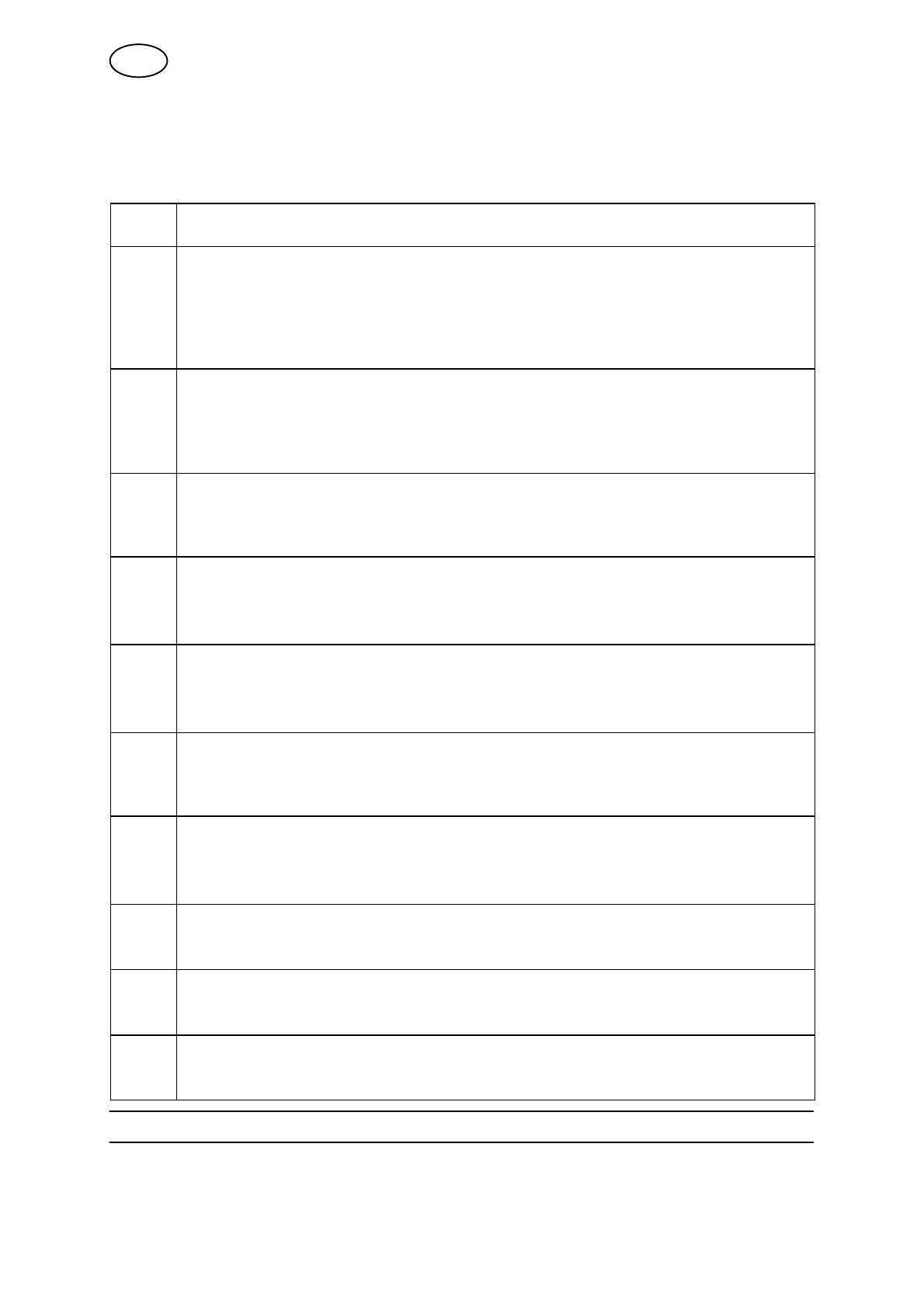
5.2 Vikakoodien kuvaus
Alla on selostettu vikakoodit, joiden syyt käyttäjä voi itse poistaa. Jos jokin muu koodi
näkyy näytössä, ota yhteys huoltoon.
Vika
koodi
Kuvaus
E 6 Korkea lämpötila
Ylikuumenemissuoja on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään eikä virtalähdettä voi kytkeä päälle ennen
kuin lämpötila on laskenut.
Toimenpide: Tarkasta, että jäähdytysilman tulo-/poistoaukot eivät ole tukossa tai likaiset.
Tarkasta myös työjakso ja ettei nimellisarvoja ylitetä.
E 12 Tiedonsiirtovika (varoitus)
Järjestelmän CAN-väylän kuormitus on hetkellisesti liian suuri.
Ohjauspaneelin ja virtalähteen / syöttöyksikön välinen yhteys katkennut.
Toimenpide: Yritä käyttää laitteistoa niin, että vain syöttöyksikkö tai kauko-ohjain on
kytketty. Jos vika ei häviä, ota yhteys huoltoon.
E 16 Suuri tyhjäkäyntijännite
Tyhjäkäyntijännite on ollut liian suuri.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö. Ellei vika häviä, ota yhteys
huoltoon.
E 17 Katkennut yhteys
Ohjauspaneelin ja syöttöyksikön välinen yhteys katkennut.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Jos vika ei häviä, ota yhteys huoltoon.
E 18 Katkennut yhteys
Ohjauspaneelin ja virtalähteen välinen yhteys katkennut.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Jos vika ei häviä, ota yhteys huoltoon.
E 27 Lanka lopussa
Langansyöttöyksikkö ei syötä lankaa. Käynnissä oleva hitsausprosessi pysäytetään ja
hitsauksen aloitus estetään.
Toimenpide: Asenna uusi lankakela.
E 29 Ei veden virtausta
Virtausvartija on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään ja käynnistys estetään.
Toimenpide: Tarkasta jäähdytyspiiri ja pumppu.
E 32 Ei kaasun virtausta
Kaasun virtaus on alle 6 l/min. Käynnistys estetään.
Toimenpide: Tarkasta kaasuventtiili, letkut ja liitännät.
E 40 Ei-yhteensopivat yksiköt
Väärä langansyöttöyksikkö kytkettynä. Käynnistys estetään.
Toimenpide: Käytä oikeaa langansyöttöyksikköä.
E 41 Katkennut yhteys jäähdytyslaitteeseen
Ohjauspaneelin ja jäähdytyslaitteen välinen yhteys katkennut. Katkaise jännitteensyöttö!
Toimenpide: Tarkasta kaapelit. Jos vika ei häviä, ota yhteys huoltoon.
6 VARAOSIEN TILAAMINEN
Varaosia voi tilata lähimmältä ESAB-edustajalta, tiedot löytyvät tämän esitteen
viimeiseltä sivulta.
FI















