-- 1 0 --
bi15d1xa
4.1 Vikakoodiluettelo
U0 = hitsausdatayksikkö U2 = virtalähde
U1 = jäähdytyslaite U4 = kauko--ohjain
4.2 Vikakoodien kuvaus
Alla on selostettu vikakoodit, joiden syyt käyttäjä voi itse poistaa. Jos jokin muu koodi
näkyy näytössä, ota yhteys huoltoon.
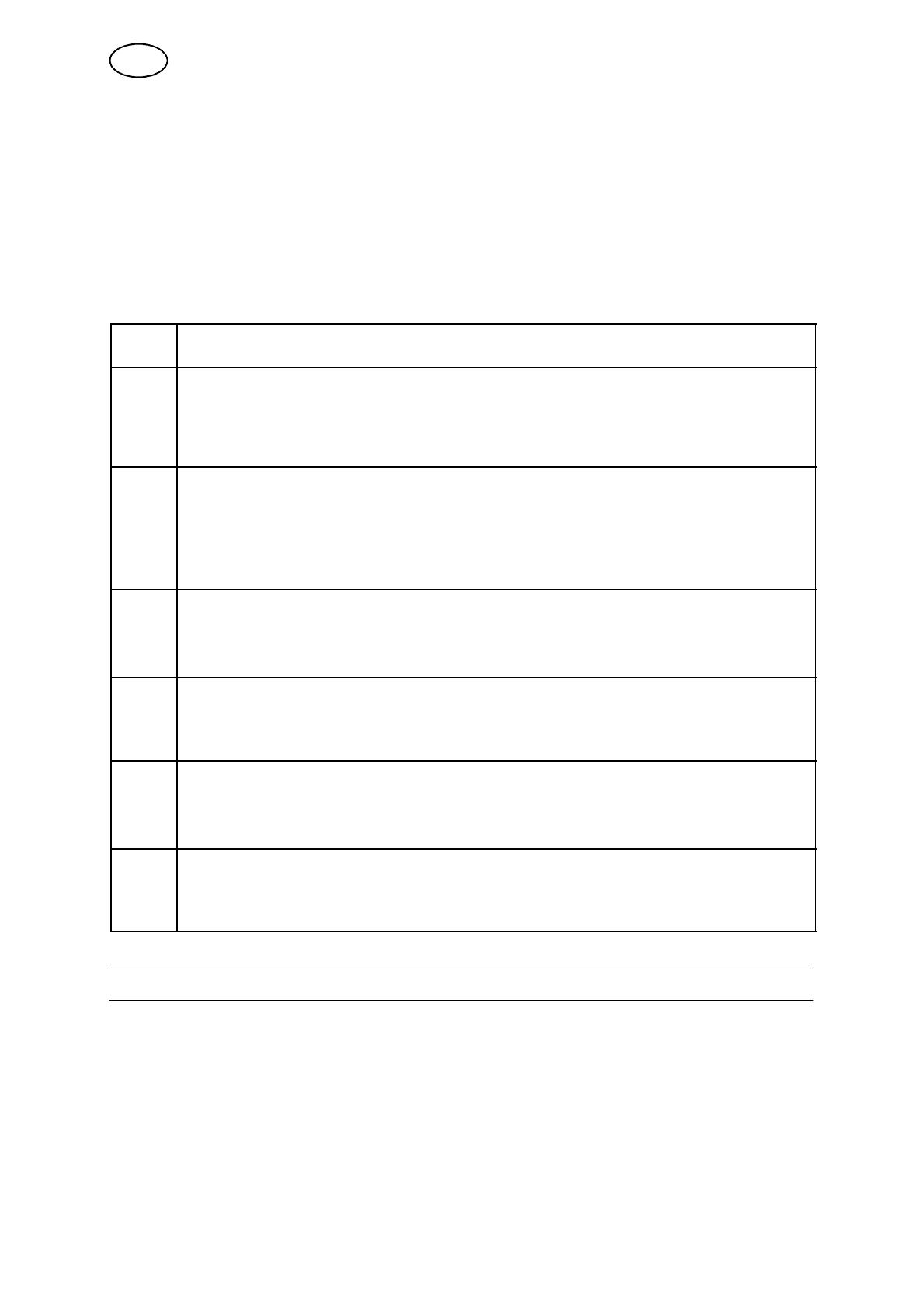
Vika-
koodi
Kuvaus
E5
U2
Tasavirtavälijännite raja--arvojen ulkopuolella
Verkkojännite liian suuri tai liian pieni. Liian suuri jännite voi johtua hetkellisistä
jännitepiikeistä verkossa tai heikosta verkosta (verkon induktanssi suuri). Liian pieni jännite
voi johtua siitä, että yksi vaihe puuttuu.
Toimenpide: Ota yhteys huoltoon.
E6
U1
U2
Korkea lämpötila
Ylikuumenemissuoja on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään eikä sitä voi aloittaa ennen kuin lämpötila
on laskenut.
Toimenpide: Tarkasta, että jäähdytysilman tulo--/poistoaukot eivät ole tukossa tai likaiset.
Tarkasta myös työjakso ja ettei nimellisarvoja ylitetä.
E12
U0
U1
U4
Tiedonsiirtovika (varoitus)
Vähäisiä häiriöitä CAN--väylässä.
Toimenpide: Tarkasta ettei mikään CAN--väylään kytketty yksikkö ole viallinen. Tarkasta
kaapelit. Ota yhteys huoltoon, ellei vika häviä.
E14
U0
U1
Tiedonsiirtovika (väylävika)
Vakavia häiriöitä CAN--väylässä.
Toimenpide: Tarkasta ettei mikään CAN--väylään kytketty yksikkö ole viallinen. Tarkasta
kaapelit. Ota yhteys huoltoon, ellei vika häviä.
E29
U0
U1
Ei veden virtausta
Virtausvartija on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään ja käynnistys estetään.
Toimenpide: Tarkasta jäähdytyspiiri ja pumppu.
E41
U0
Katkennut yhteys jäähdytyslaitteistoon
Hitsausdatayksikön ja jäähdytyslaitteiston välinen yhteys katkennut. Hitsausprosessi
keskeytetään.
Toimenpide: Tarkasta kaapelit. Ota yhteys huoltoon, ellei vika häviä.
5 VARAOSIEN TILAAMINEN
Varaosia voi tilata lähimmältä ESAB--edustajalta, tiedot löytyvät tämän esitteen vii-
meiseltä sivulta.
FI











