2 MIG/MAG-HITSAUS
0460 454 301
- 8 -
© ESAB AB 2016
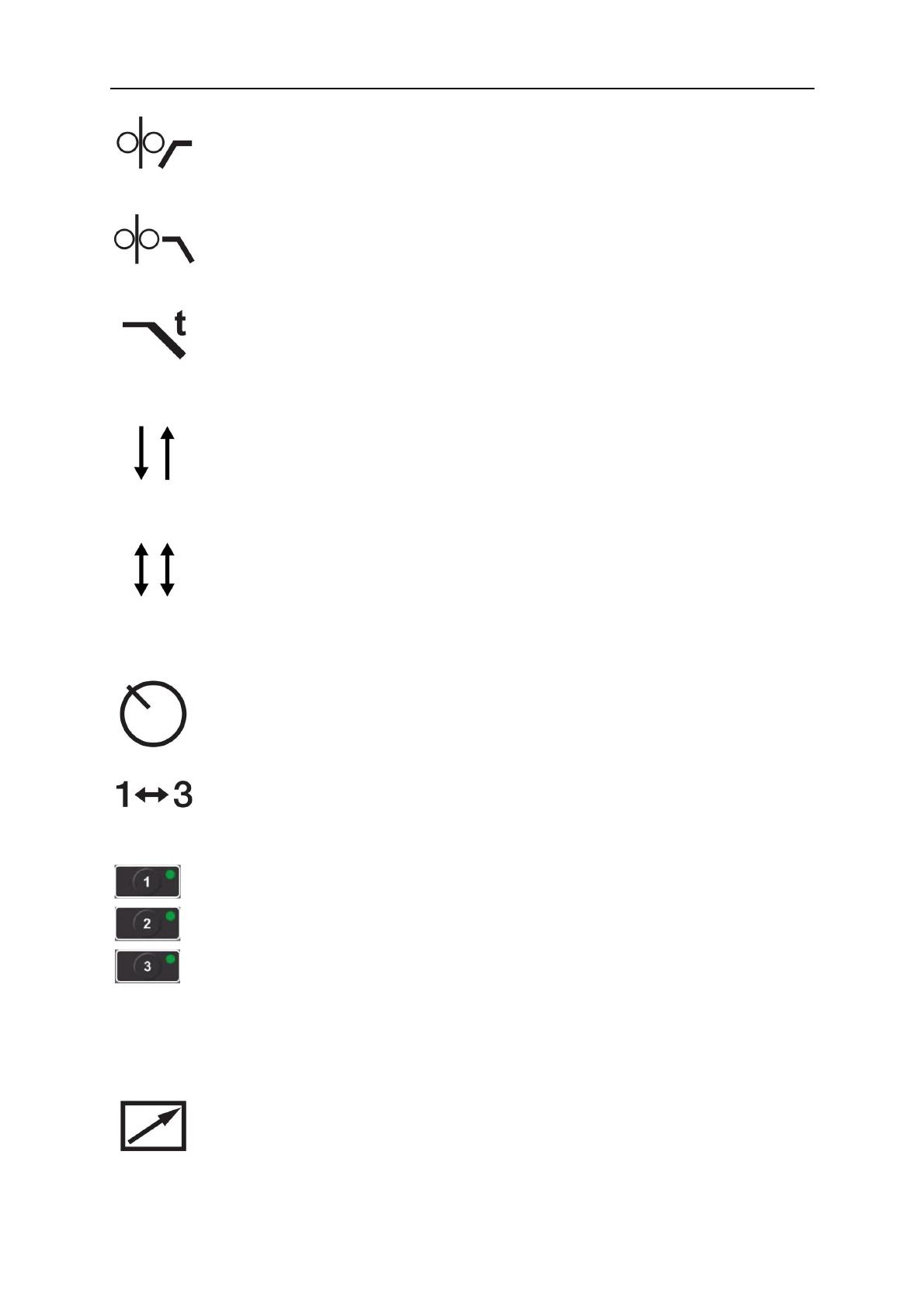
Ryömintäkäynnistys
Ryömintäkäynnistys syöttää lankaa 50 % asetetusta nopeudesta, kunnes se
koskettaa työkappaleeseen.
Kraatterintäyttö
Kraaterintäytön avulla voidaan välttää huokosten, lämpöhalkeamien ja
kraatereiden muodostuminen työkappaleeseen hitsauksen loppuvaiheessa.
Kraatterintäyttöaika
Kun otat kraaterintäytön käyttöön, valitse myös kraaterintäyttöaika
asetuspyörällä.
Toimintoa ei voi käyttää QSet™-ohjauksen kanssa.
2-vaihe
2-vaihetilassa kaasun esivirtaus käynnistyy, kun hitsauspolttimen liipaisinta
painetaan. Hitsausprosessi käynnistyy. Kun liipaisin vapautetaan, hitsaus
lopetetaan ja kaasun jälkivirtaus käynnistyy.
4-vaihe
4-vaiheohjauksessa kaasun esivirtaus käynnistyy, kun polttimen liipaisinta
painetaan ja langansyöttö käynnistyy, kun liipaisin vapautetaan. Hitsausprosessi
jatkuu, kunnes liipaisinta painetaan uudelleen. Silloin langansyöttö pysähtyy.
Kaasun jälkivirtaus käynnistyy, kun liipaisin vapautetaan.
Aktiivinen paneeli
Asetukset tehdään ohjauspaneelista.
Hitsaustietojen vaihtaminen
Tällä toiminnolla voit vaihtaa hitsaustietomuistia napsauttamalla polttimen
liipaisinta.
Paina liipaisinta lyhyesti, jos haluat vaihtaa hitsaamatta. Jos liipaisin on
painettuna liian pitkään, ohjelma tulkitsee sen hitsauksen aloittamiseksi.
Hitsaustietojen vaihtaminen hitsauksen aikana 2-vaiheohjauksessa
Jos hitsaus on käynnissä ja liipaisin on painettuna, voit vaihtaa tietomuistia
vapauttamalla liipaisimen ja painamalla sen nopeasti alas.
Hitsaustietojen vaihtaminen hitsauksen aikana 4-vaiheohjauksessa
Jos hitsaus on käynnissä 4-vaiheohjauksessa ja liipaisin on vapautettuna, voit
vaihtaa tietomuistia painamalla liipaisimen alas ja vapauttamalla sen nopeasti.
Kun otat hitsaustiedot 1–3 käyttöön, valitse hitsaustietomuisti 1, 2 tai 3.
Kauko-ohjain
Asetukset tehdään kauko-ohjaimesta.
Kauko-ohjain pitää kytkeä laitteen kauko-ohjainliitäntään ennen kuin se
aktivoidaan. Kun kauko-ohjain on aktivoitu, paneeli ei ole käytössä.



















