cmha2p11
cmha2p10
-- 1 6 --
bt27d2x
7.2 MMA-- eli puikkohitsaus
Tig 150i/Tig 200i toimii vaihtosuuntausperiaatteella ja sitä voidaan käyttää seosta-
mattoman ja seostetun teräksen, ruostumattoman teräksen sekä valuraudan hitsauk-
seen.
Tig 150i –hitsausvirtalähteen kanssa voidaan käyttää useimpia päällystettyjä elektro-
deja, joiden läpimitta on ∅ 1,6 -- ∅ 3,25.
Tig 200i –hitsausvirtalähteellä voidaan hitsata useimmilla päällystetyillä elektrodeilla,
joiden läpimitta on ∅ 1,6 -- ∅ 4,0.
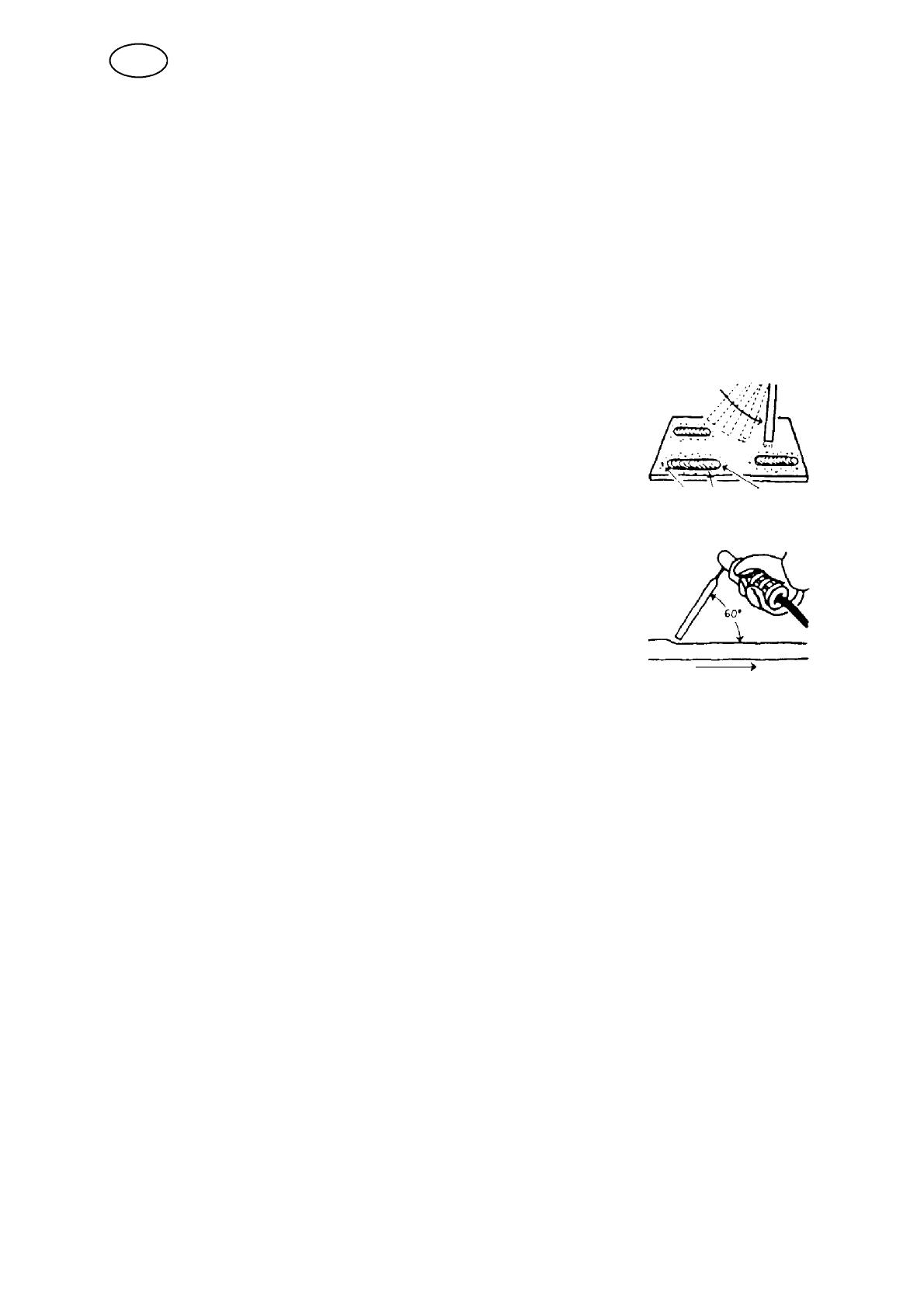
Jos elektrodin kärkeä painetaan sytytyksen yhteydessä metallia vasten, metalli sulaa
erittäin nopeasti ja hitsauksen jatkaminen on mahdotonta.
Elektrodi on sen vuoksi sytytettävä kuten tulitikku.
Raapaise elektrodilla nopeasti peltiä ja nosta se sitten niin, että
valokaari on sopivan pituinen (n. 2 mm). Jos valokaari on liian
pitkä, siitä lentää kipinöitä ja roiskeita kunnes se sammuu koko-
naan.
Käyttäessäsi hitsauspöytää tarkasta ennen sytytystä, että kuo -
nanjäänteet, elektrodijäänteet tms. pöydällä oleva eivät eristä
hitsattavaa osaa.
Kun valokaari on syttynyt, hitsaa siirtämällä elektrodia vasem-
malta oikealle. Elektrodin pitää olla 60˚ kulmassa työkappalee-
seen ja hitsaussuuntaan nähden.
Kun haluat hitsata leveitä palkoja tai kun hitsin pitää olla niin
paksu, että se pitää hitsata useammassa kerroksessa, elektro-
dia on liikutettava m yös sivusuunnassa.
7.2.1 Säätimen asetukset -- ArcPlust
Tig 150i/Tig 200i on varustettu ArcPlus--toiminnolla. Se on uuden tyyppinen
säätelytoiminto, joka antaa puikkohitsauksessa voimakkaamman, keskitetymmän ja
rauhallisemman valokaaren. Se palautuu nopeammin pisaraoikosulun jälkeen, mikä
vähentää elektrodin kiinnitarttumisriskiä.
7.2.2 Kaaripaine Arc Force
Arc F orce –asetus määrittää virtalähteen dynamiikan. Sen avulla valitaan
pehmeämpi/kovempi valokaari. Kaaripaine Arc Force määrittää sen, kuinka
virranvoimakkuus muuttuu kaaren pituuden muuttuessa. Pieni arvo synnyttää
rauhallisemman valokaaren ja vähemmän hitsausroiskeita.
7.2.3 Täppäysh itsau s
Täppäyshitsausta voidaan käyttää r uostu mattomilla elektrodeilla hitsattaessa.
Täppäyshitsaus tarkoittaa, että valokaari vuorotellen sytytetään ja sammutetaan
lämmöntuonnin hallinnan parantamiseksi. Elektrodia on vain hieman nostettava
valokaaren sammuttamiseksi.
7.2.4 Kuumasytytys
Kuumasytytys suurentaa hitsausvirtaa säädettävän ajanjakson ajan hitsausprosessin
alussa. Tämä vähentää hitsisaum an alkuun muodostuvan liitosvian vaaraa.
FI



















